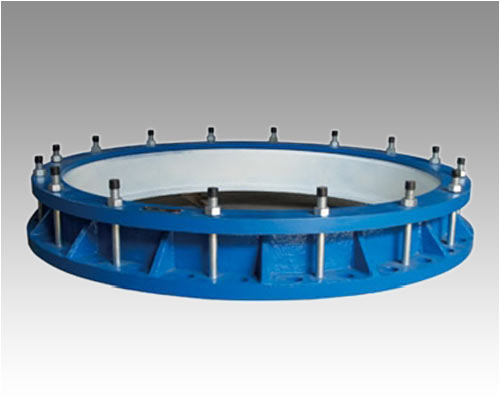
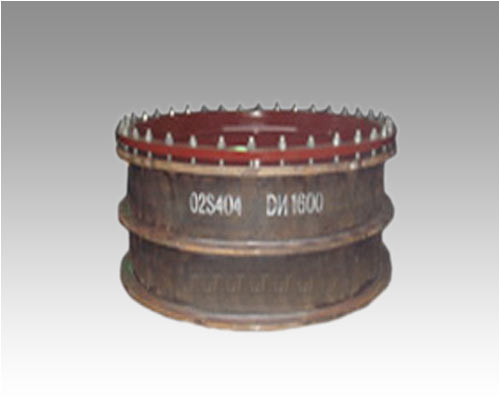
海口钢制伸缩器的电焊焊接关键点
钢制伸缩器在电焊焊接的情况下,应当确保插口两边及內外壁的温度匀称,避免部分超温。控温時间,合金钢为2—2.五分钟。要是做到有手感温就可以。焊丝应用前要风干解决。钢制伸缩器管道专业对口后应维持在一条平行线上,焊缝部位在校核后不允许出弯,不可以紊乱,专业对口要有空隙。对管时,可选用放心夹紧器。校核、焊接精准定位、焊接:一般可坐落于前后左右四处焊接,再经查验、核查、矫直后才能施焊。焊接前将焊接部位的焊穿清除整洁,将精准定位焊接做成两边带丘陵地形的焊肉点。支管排尺时,尽可能为电焊焊接发挥特长,降低死口总数。电焊焊接时将焊缝分为2个半圆形开展电焊焊接:先焊前半圆形,起焊时需从仰焊位置轴线提早5—15mm的部位刚开始,从仰焊接焊缝表面接至始焊处,用长弧加热一会儿,当焊缝内有似汗水状钢水时,压短电孤,作细微晃动,待产生溶池再施焊,至水准最高处再越5—15mm处息弧。放前半圆形的焊接全过程中,仰焊前要把先焊的焊接边缘用电孤割下10毫米之上,以防起焊时造成踏腰状况,进而导致未熔透、焊瘤、出气孔等缺点。
不一样的钢制伸缩器在电焊焊接的情况下,两管管经相距不超过小管15%,可专业对口电焊焊接,不然务必插苗电焊焊接。







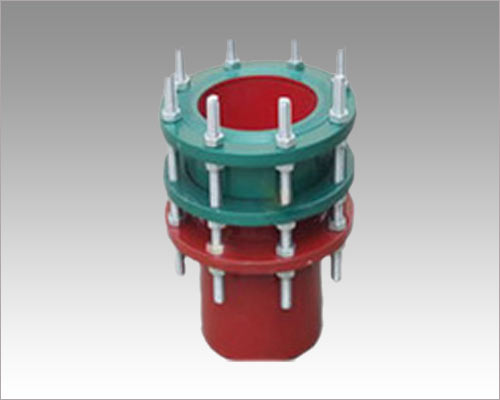
 【伸缩器系列】
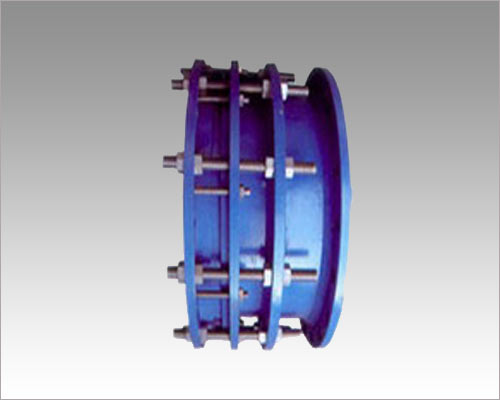
【伸缩器系列】 【传力接头系列】
【传力接头系列】 【防水套管系列】
【防水套管系列】 【补偿器系列】
【补偿器系列】 【橡胶接头系列】
【橡胶接头系列】