安徽钢制伸缩器的焊接该怎样设置?
在供暖管道工程项目中,钢制伸缩器被普遍用以热补偿,其理想化的做法是用整支无缝钢管(一般是无缝钢管)持续卷制(总体制做);但当规格型号,规格很大时,这类总体制做的加工工艺就会有一定的艰难,因此采用了按段煨弯、组装电焊焊接(通称按段制做)的方式 。按段制做牵涉到怎样有效明确断掉部位的难题。基本的作法是在钢制伸缩器的竖直臂上都断掉,即把腋角焊接(通称焊接)建在次臂中间,觉得那边的弯距最少,有益于管道系统软件的安全性运作。
如今一般生产厂家电焊焊接管道与法兰盘,均选用氩弧焊机电焊焊接来开展实际操作。氩弧焊机悍机怎样使用才可以更极致呢?我给你解读一下。电焊焊接和超声波模具。1、内搭焊焊接应当具备一定的薄厚,应一气呵成,不允许半途终止,电焊焊接时,要把握好焊机视角,送丝部位,寒露送丝匀称,拉焊务必等焊缝两边溶化后才可以拉焊,以防导致焊接欠佳。填丝时,焊条应与产品工件表层成15度交角,送丝快点速度适度,应与电焊焊接速率相一致。送丝方式 有持续送丝,时断时续拉焊,焊条紧靠焊缝与钝边一起融入等。操作流程中若有夹钨、出气孔等,务必打磨抛光出金属质感,直到清除缺点,才可以再次电焊焊接。氩弧焊机抢可做横着晃动,以不毁坏溶池为标准,由电焊工灵便把握,焊后经自查达标后才可以盖面,焊完内搭焊后,焊第二道不可将内搭焊缝烧穿,避免焊缝下凹或反面强烈空气氧化。







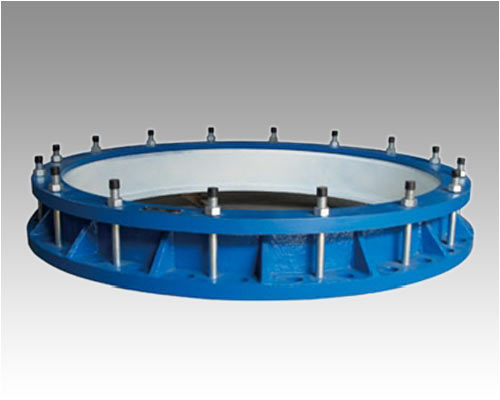
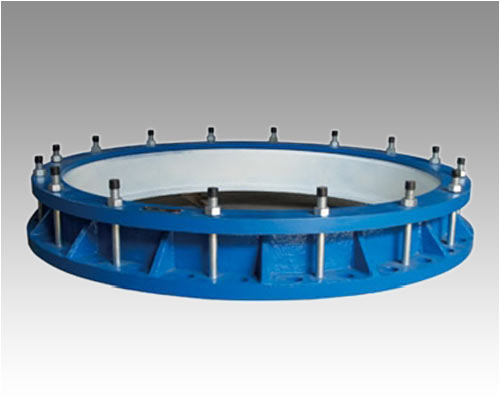
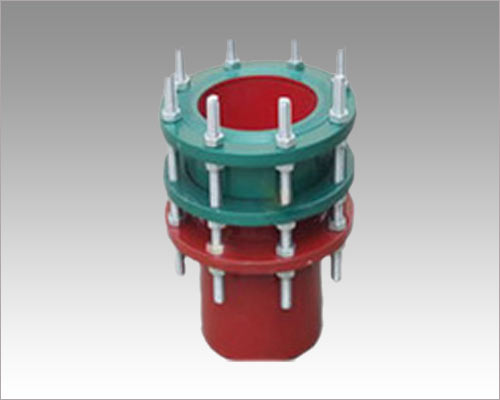
 【伸缩器系列】
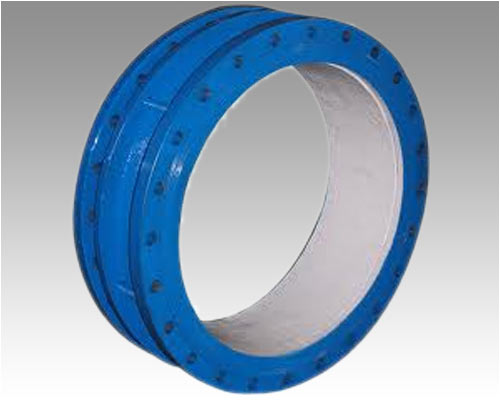
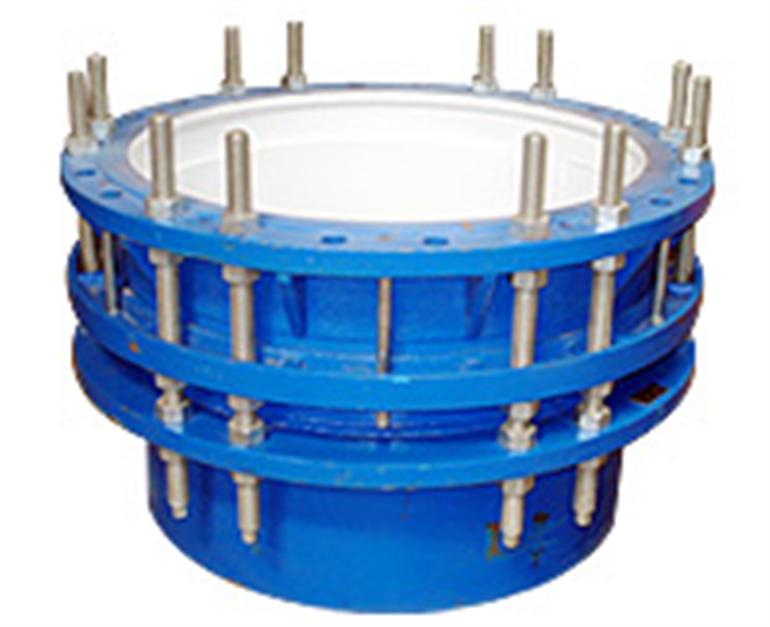
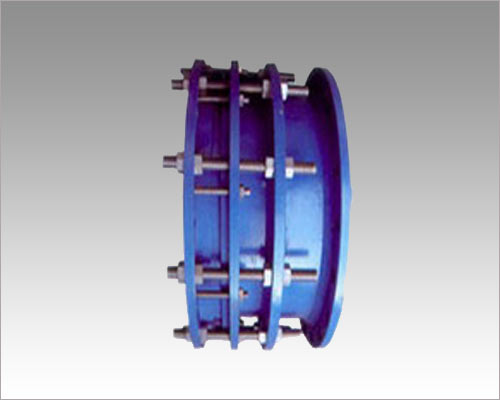
【伸缩器系列】 【传力接头系列】
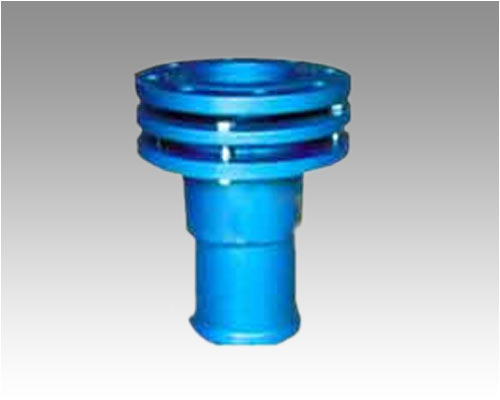
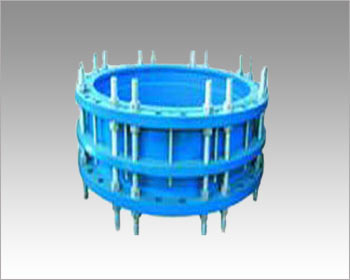
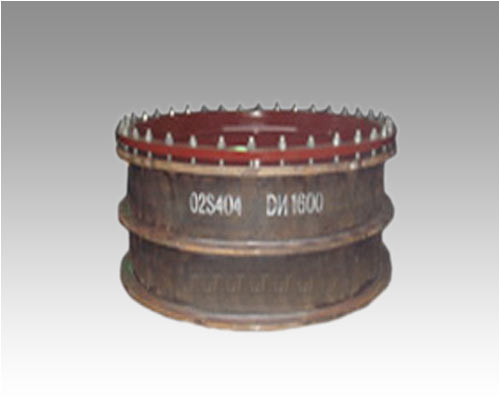
【传力接头系列】 【防水套管系列】
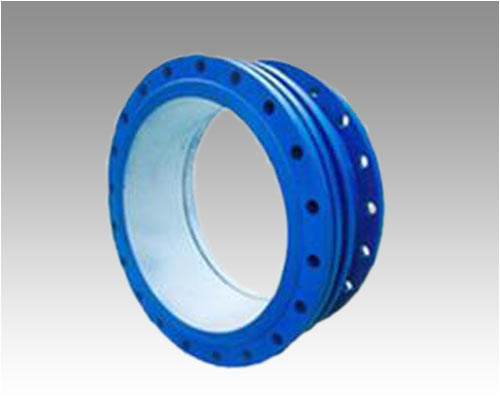
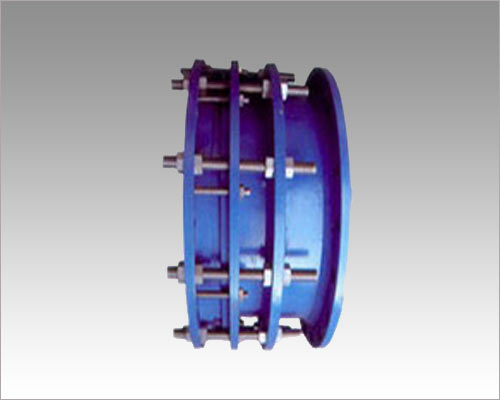
【防水套管系列】 【补偿器系列】
【补偿器系列】 【橡胶接头系列】
【橡胶接头系列】