套筒补偿器的焊接方法。补偿器用波纹管的焊接属于薄壁零件的焊接,其关键是要求焊接电源在小电流时能稳定燃烧。适用于薄壁奥氏体不锈钢和高温合金薄板焊接的方法有钨极氩弧焊和等离子弧焊。
DC-PTIG焊用可控脉冲电流加热焊件。该方法的特点如下。
1.焊接过程中溶池金属冷凝快,高温停留时间短,可以减少热敏金属材料焊接时产生裂纹的可能。
2.对焊件的热输入少,在焊接薄壁工作时,能减少焊接接头的妒火影响区和焊接变形。
3.焊缝金属在高温停留时间短,可减少受周围空气污染的机会。
4.焊缝是由焊点相互重叠而成的,由于脉冲电流对点状熔池有较强的搅拌作用,且熔池冷凝速度较快,故焊接金属组强细密,树枝状结晶不明显。
5.能对焊件热输入和熔池尺寸进行精确控制,易获得均匀的焊接深度,焊缝根部均匀焊透。对波纹管工件的全位置焊接或悬空焊接都较有利。







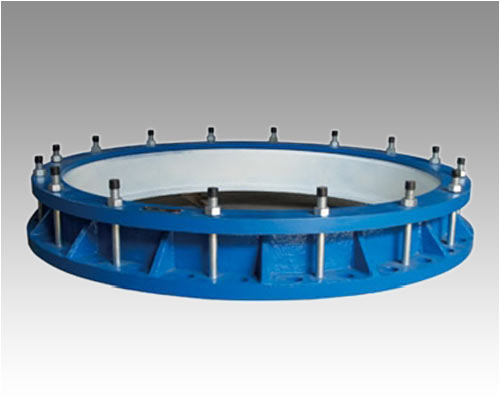
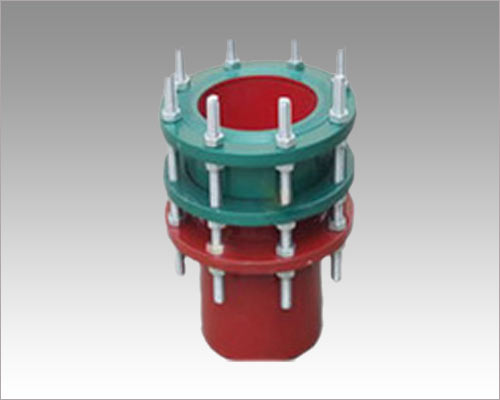
 【伸缩器系列】
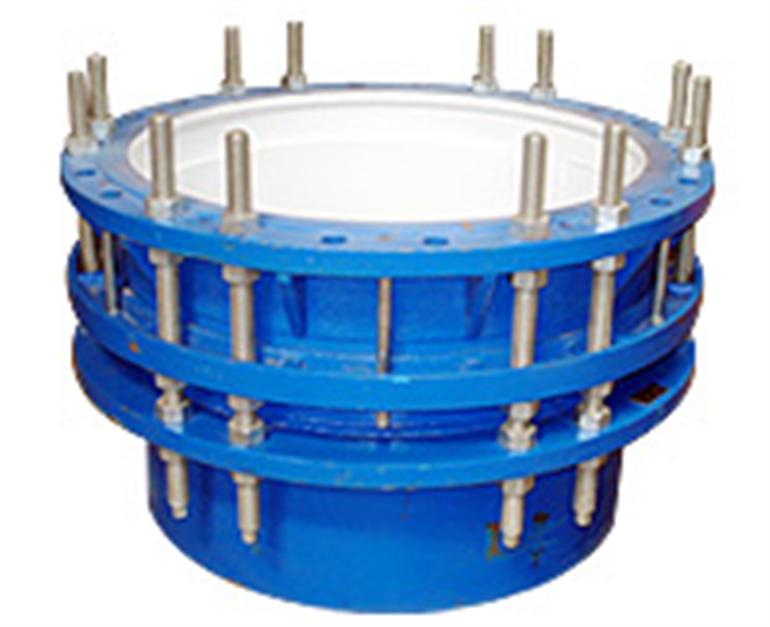
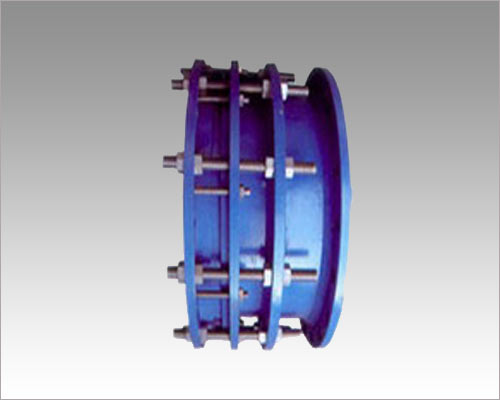
【伸缩器系列】 【传力接头系列】
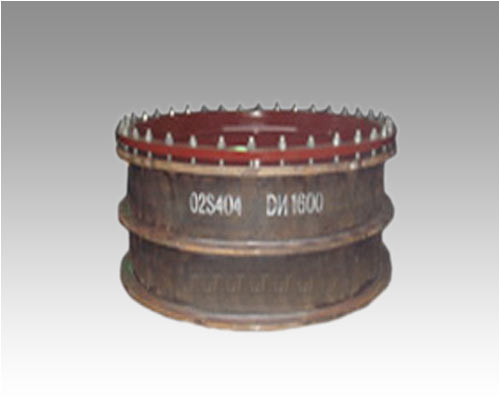
【传力接头系列】 【防水套管系列】
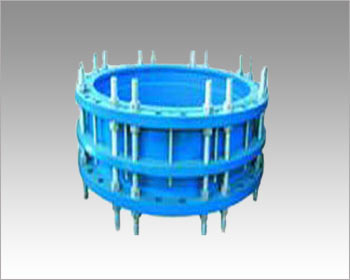
【防水套管系列】 【补偿器系列】
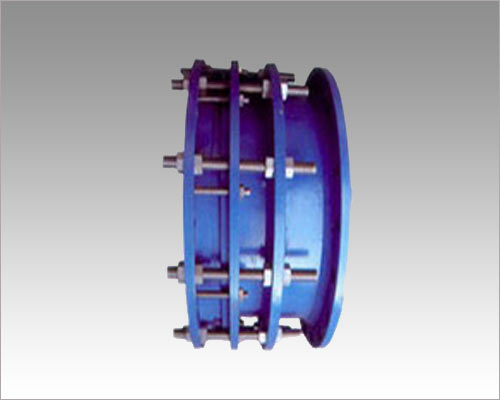
【补偿器系列】 【橡胶接头系列】
【橡胶接头系列】