不锈钢伸缩节技术协议 伸缩器商品电焊焊接是品质重要
伸缩器电焊焊接品质weldingquality焊接产品合乎设计方案技术标准的水平。电焊焊接品质不但危害伸缩器和伸缩接头的性能指标和使用寿命,更主要的是危害人身安全和资金安全。
伸缩器使用寿命产品质量检验:
电焊焊接品质通常由伸缩器的设计品质、生产加工品质、产品质量检验和焊后处理工艺等阶段来确保。
伸缩器设计方案品质:
电焊焊接伸缩器所采用的连接头种类以及测算抗压强度应达到现实的承载力。焊接工艺应合适预制构件的特性,合理性好。焊接方法全过程应能尽量避免内应力、形变和应力水平。生产制造工作量和原材料耗费应尽量小,伸缩器的对接焊缝设计方案时也要考虑到探伤检测的便捷。
伸缩器生产加工品质:
所采取的原材质、焊条、助焊剂或焊丝等焊材的功能应满足设计规定。电焊机、协助机器和检测仪器的功能应优良。焊接前,焊材应按照规定烘干处理,伸缩器的电焊焊缝要符合规定并消除激光切割沉渣、开裂和废弃物。
伸缩器产品质量检验:
产品质量检验围绕在伸缩器从制定到产品的整个过程中,务必保证产品质量检验全过程中常用检测方式 的合理化、检测仪器设备的稳定性和检测员工的技术实力。焊后的商品要使用各种各样检测方式查验连接头的紧密性、机械性能、物理性能、合金成分、成分、耐腐蚀特性、表面规格和铸造缺陷。焊接缺陷可分成外界缺点和内部结构缺点。
外界缺点包含:错边量规格不符合规定、焊疤、咬边、弧坑、电孤烫伤、表层排气口、表层裂痕、电焊焊接形变和扭曲等。
内部结构缺点包含:裂痕、未满焊、未焊接、焊瘤和出气孔等。
焊接缺陷中不良影响较大的是裂痕,次之是未满焊、未焊接和焊瘤、排气口和机构缺点等。某些的缺点是容许出现的,容许出现的缺点总数、特性依商品的应用情况和品质标准明确。如焊接错边量过高,对受静载试验的设备是可以的,但对受工作频率较高的循环系统疲惫荷载的设备则是不允许的,就连常规的错边量也需要消除。铸造缺陷的产生与焊缝生产加工和安装精密度、实行焊接方法的严谨水平及其电焊工的技术性等原因相关。铸造缺陷的检测方式分毁灭性检测和非毁灭性检测(也称高质量检测)两类。非毁灭性检测方式有外型查验、高密度性检测、受力器皿总体抗压强度实验、透水性检测、X射线检测、磁性探伤检测、超声波检测、全息成像探伤检测、中子探伤、液晶显示屏探伤检测、声发射探伤和机械性能测量等。毁灭性检测方式有物理性能实验、化学成分分析和金相分析实验等。恰当采用检测方式,并与生产制造工艺流程有机化学地结合在一起开展检测,不仅能完全查明缺点的特性、尺寸和部位,并且可以找到缺点的发生缘故,进而防止缺点的再度发生。
伸缩器商品焊后处理工艺:
伸缩器焊后处理工艺包含电焊焊接后产品工件形变的纠正、错边量的研磨解决、连接头清理、伸缩器商品焊后部分或整体热处理等。







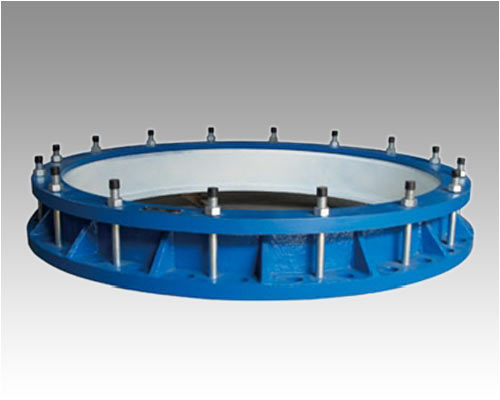
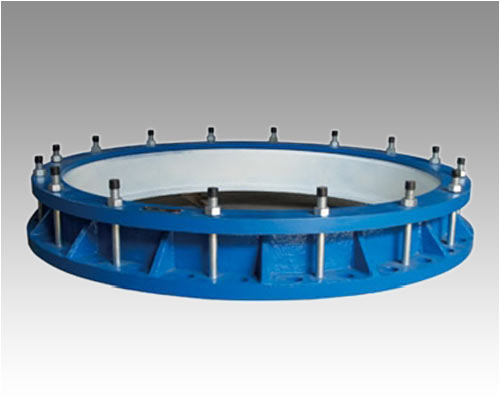
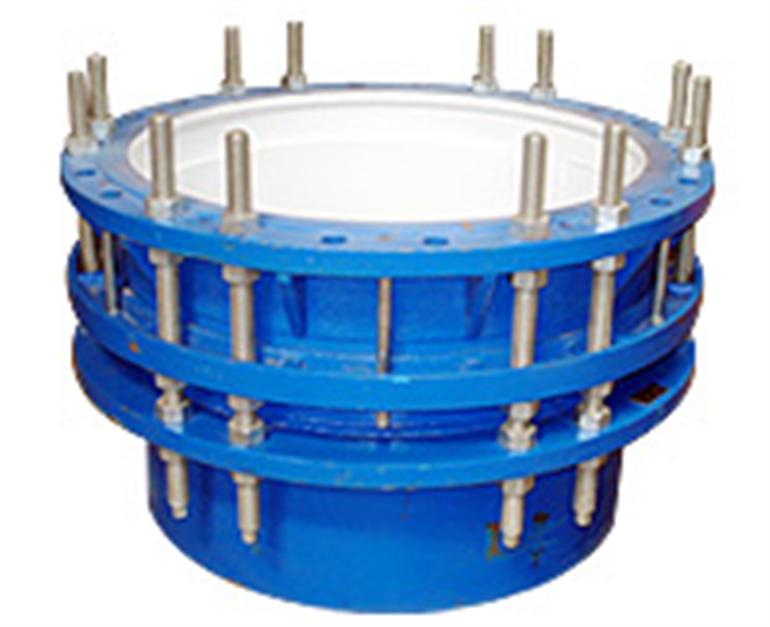
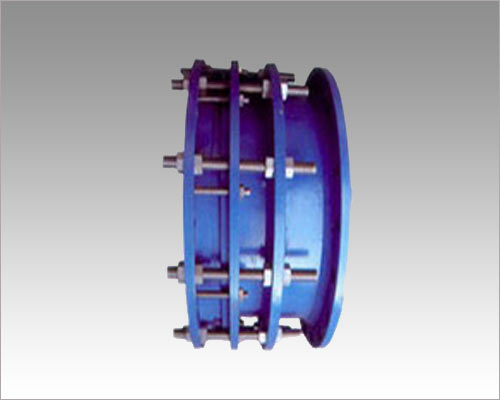
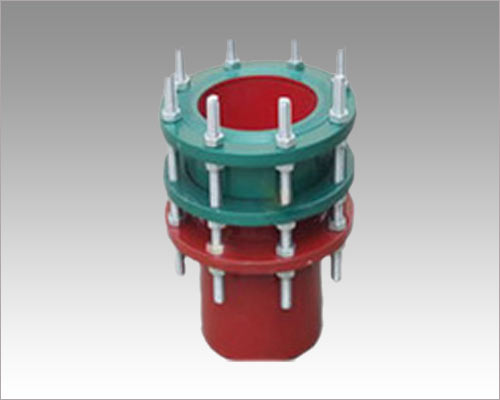
 【伸缩器系列】
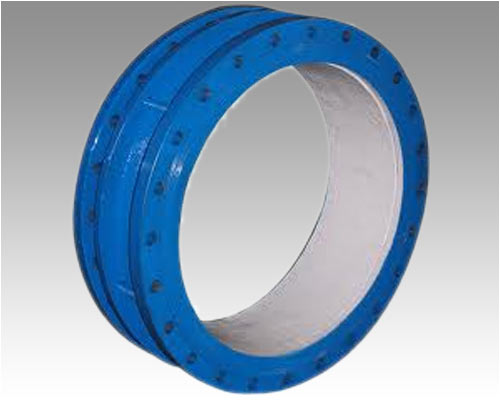
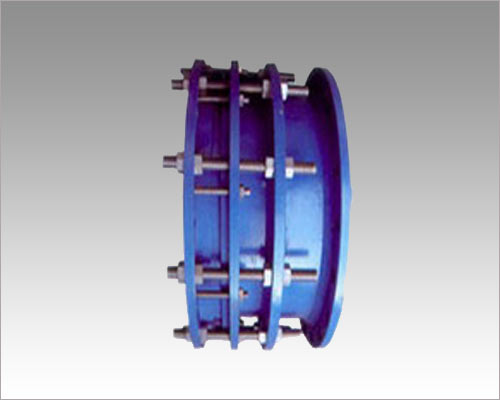
【伸缩器系列】 【传力接头系列】
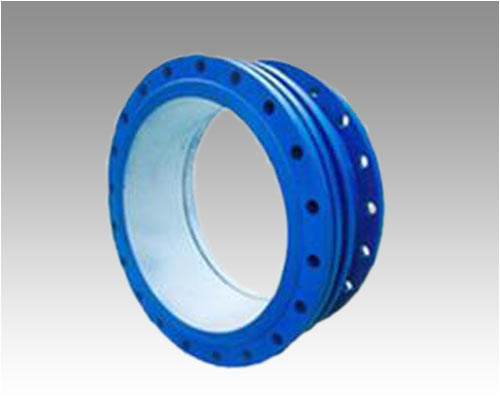
【传力接头系列】 【防水套管系列】
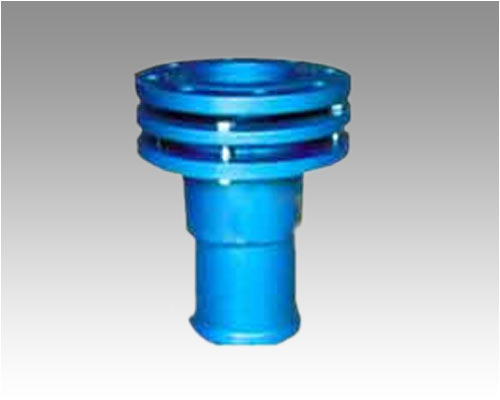
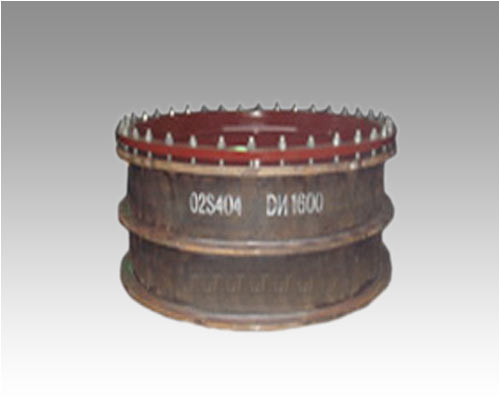
【防水套管系列】 【补偿器系列】
【补偿器系列】 【橡胶接头系列】
【橡胶接头系列】