不锈钢软接头长度在100mm范围内,不锈钢软接头外径不得大于标称外径1%,不得小于标称外径1%。用卡尺、杆规或其他可测量和外径的测量工具测量。不锈钢软接头的弯曲度不得超过不锈钢软接头长度的0.2%。不锈钢软接头涂层时,采用流涂法,然后在大直径不锈钢软接头炉中45~55烘干,烘干后再涂两次。选用自制石墨粉水基涂料。
该涂层的特点是采用石墨粉作为耐火骨料、乳白胶等复合粘合剂,使涂层具有较高的耐火性、强度和一定的透气性。从不锈钢软接头侧表面的一端到另一端,平行于不锈钢软接头轴拉绳或金属丝,测量拉绳或金属丝与不锈钢软接头表面之间的距离。用直流弧焊机将偏弧指向一侧管道坡口边缘的二次输出电缆绕一定方向3-5圈,电缆短接形成电路。
调整焊接电流旋钮从小到大,然后从大到小瞬间变化一次,进行消磁处理。焊接过程中,管端磁性过大,导致无法焊接。如何消除不锈钢软接头上的磁性,直接影响焊缝质量,克服电弧偏移,改进焊缝成型方法。不锈钢软接头的涂层和涂层工艺采用准备涂层,破碎粉末后产生多个表面,吸附能力强。







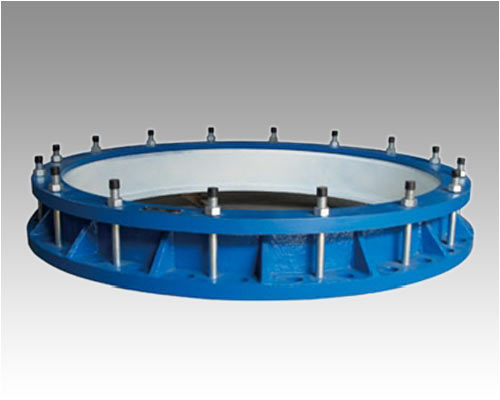
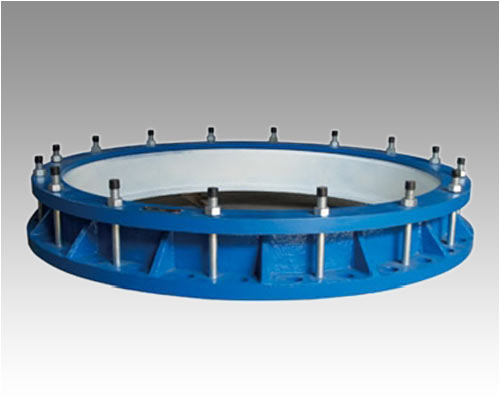
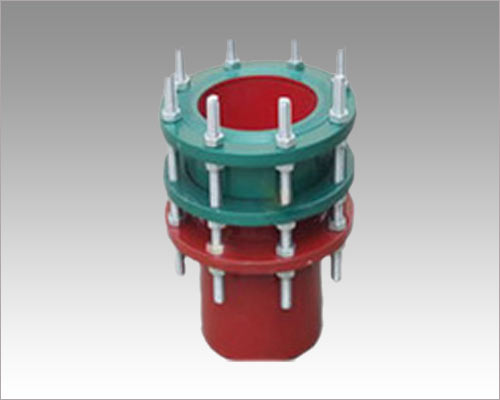
 【伸缩器系列】
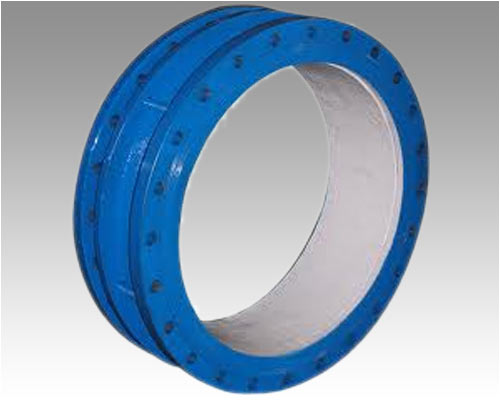
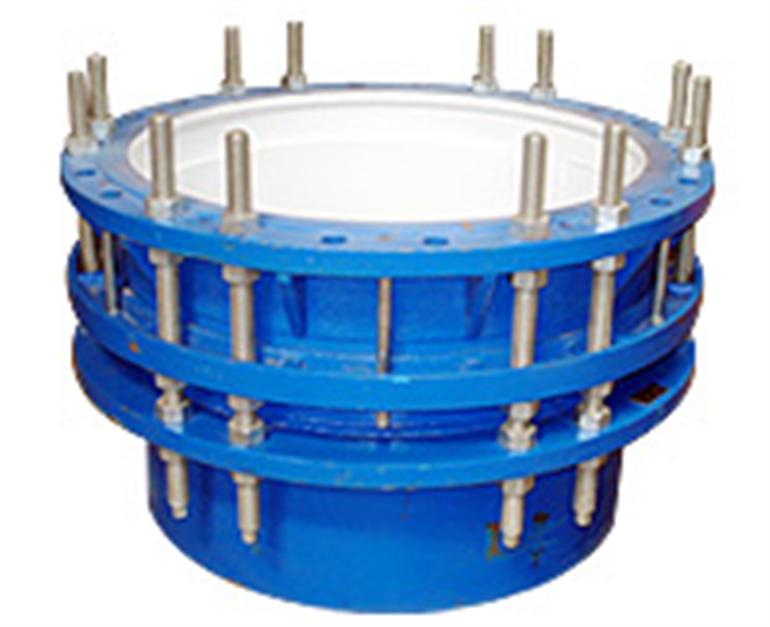
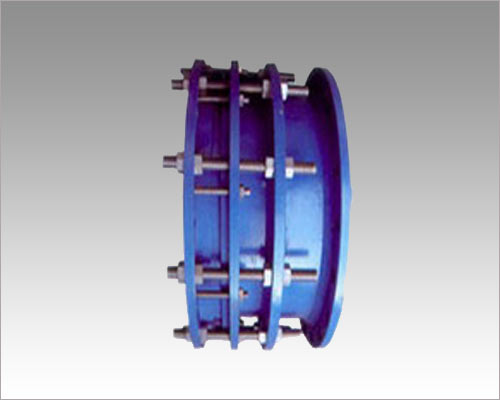
【伸缩器系列】 【传力接头系列】
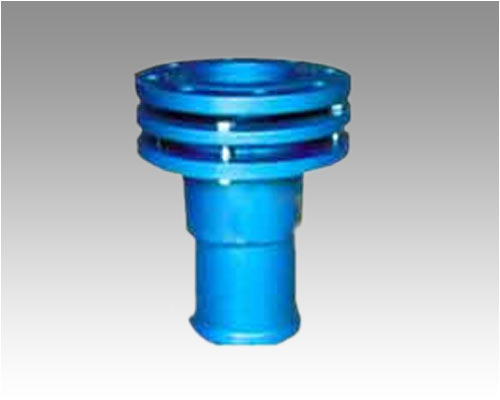
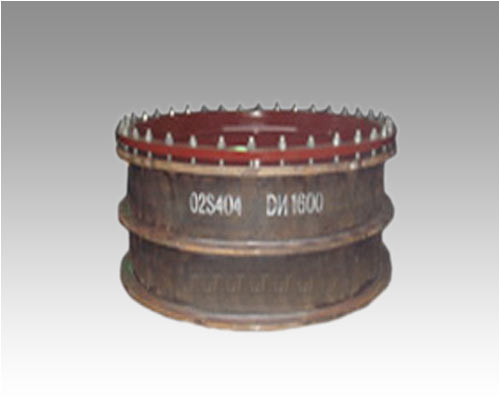
【传力接头系列】 【防水套管系列】
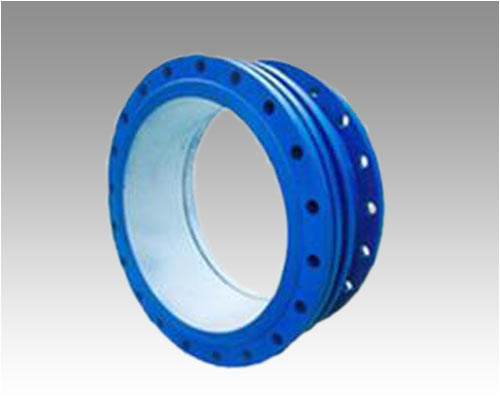
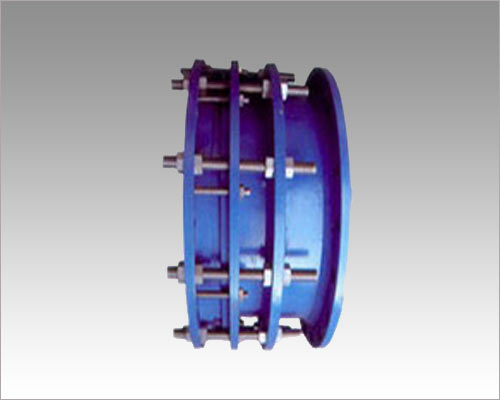
【防水套管系列】 【补偿器系列】
【补偿器系列】 【橡胶接头系列】
【橡胶接头系列】