DN200管道伸缩器焊接过多的解决方案:
在电焊操作过程中,dn200管道伸缩器经常会遇到焊接过大的问题,
一是在焊接过程中堵塞与原材料相同的原材料。
二是用焊丝喷焊增加焊接电流。
第三,如果焊接不是关键部件或承载位置,一般塞外尺寸相似的焊丝,建筑钢筋头等舱应立即覆盖焊接。
焊缝几何形状的主要参数是焊接总宽度、错边量和熔化深度。
(1)焊接总宽度是指焊接表面与原材料的交叉口,称为焊接脚趾。在单个焊接截面中,两个焊接脚趾之间的间距称为焊接总宽度。
(2)错边量是指焊接表面焊趾连接上方焊接合金的高度称为错边量。焊接的错边量提高了焊接的截面和承载力,可以提高X射线的敏感性,但会在焊接的脚趾处引起应力。一般规定错边量不得小于原材料,其相对高度随原材料的增加而增加,但较大不得超过3mm。
(3)熔化深度在对接焊接截面上,原材料熔化深度称为熔化深度。一定的熔化深度值保证了焊接和原材料的熔化抗压强度。当添加金属材料(焊丝或焊条)时,熔化深度确定了焊接成分。不同的焊接工艺规定了不同的熔化深度值。例如,在喷焊过程中,为了更好地保持喷焊层的强度,降低原材料对焊接的稀释效果,在保证熔化的条件下,应规定较小的熔化深度。







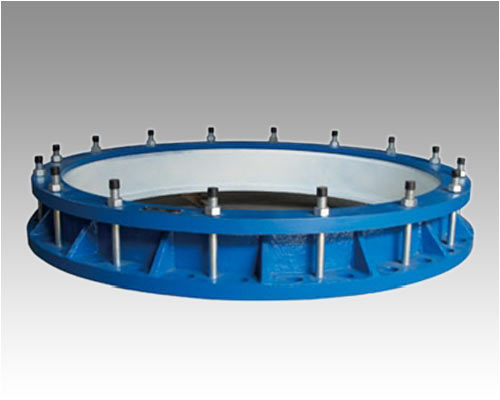
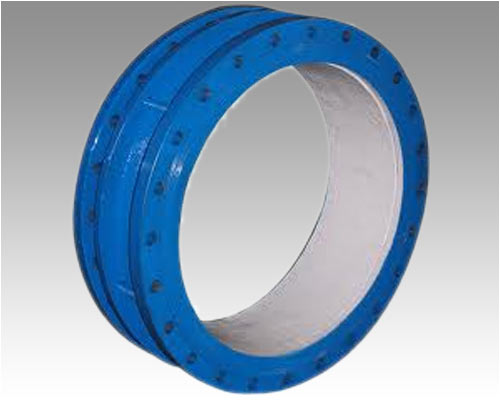
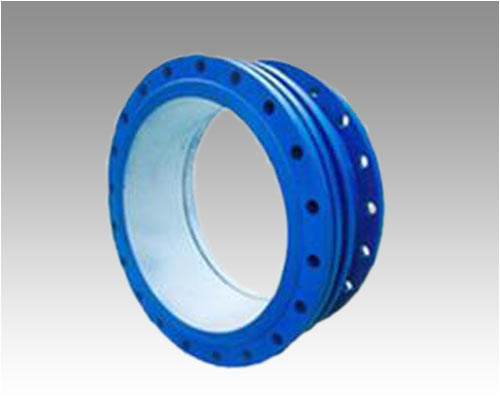
 【伸缩器系列】
【伸缩器系列】 【传力接头系列】
【传力接头系列】 【防水套管系列】
【防水套管系列】 【补偿器系列】
【补偿器系列】 【橡胶接头系列】
【橡胶接头系列】