波纹管补偿器一般选用液压机成型法开展赔偿。应用管料内的液压机,使管料在限位开关环中澎涨,直到沿环向妥协,随后缩小管料至所需长短。小路波浪纹补偿器多使用这些方式。关键用于大中型波浪纹补偿器的挤压成形加工工艺,它是借助安裝在管料内的成型轮的挤压成形,能够单波挤压成型成形,也是有一些设备还可以一次成多个波浪纹。
反射性胀形波纹管补偿器选用在管料内澎涨的模套,多次胀碾成波浪纹,基本成型后,再用内、外精压订制。电焊焊接成型波纹管针对波高过大或波型独特的波纹管补偿器,多选用冲压模具焊接方法。当波高._时,原材料拉伸强度已不允许选用总体成型加工工艺,或因波型繁杂,总体成型ji其艰难时也多选用电焊焊接成型。这类波浪纹补偿器因为不可以承担气体压力,不太适用于作补偿器的软性段。
本技术选用电堆积法将波纹管补偿器原材料堆积在空心楼盖上,再将空心楼盖熔蚀成型。这类波纹管原材料是一种软塑纯镍金属复合材料,没孔,因此可以耐高温真空泵,而且能够电焊焊接。补偿器软性段不适合使用此波纹管补偿器。







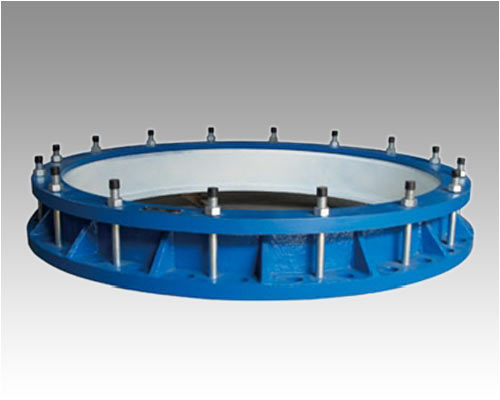
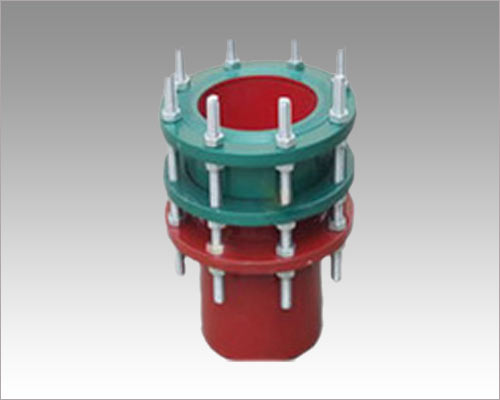
 【伸缩器系列】
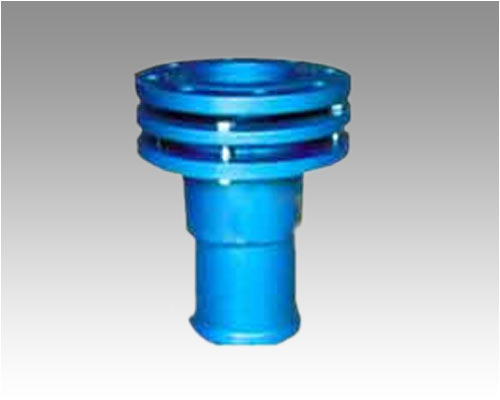
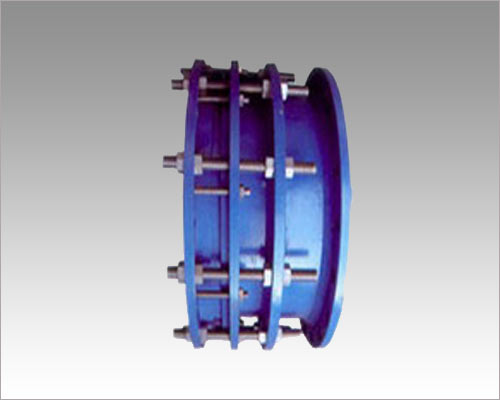
【伸缩器系列】 【传力接头系列】
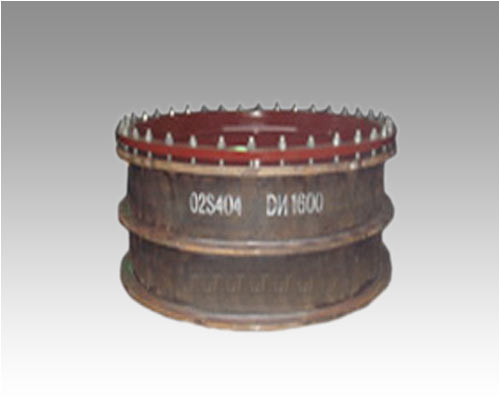
【传力接头系列】 【防水套管系列】
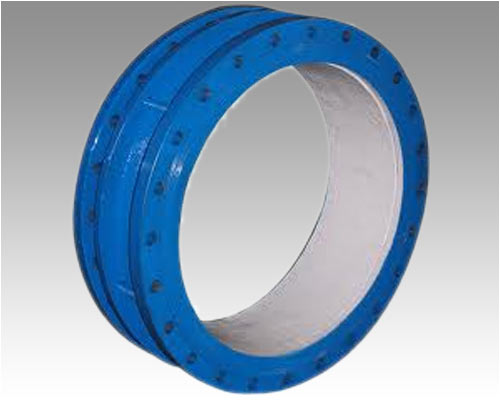
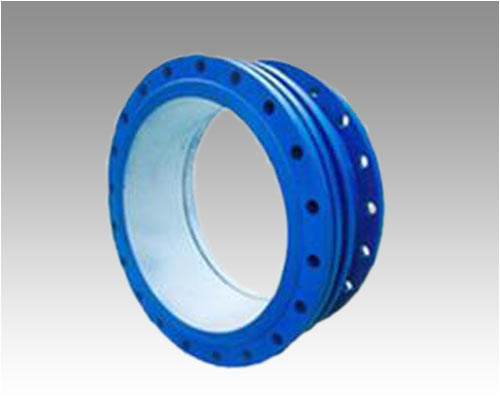
【防水套管系列】 【补偿器系列】
【补偿器系列】 【橡胶接头系列】
【橡胶接头系列】