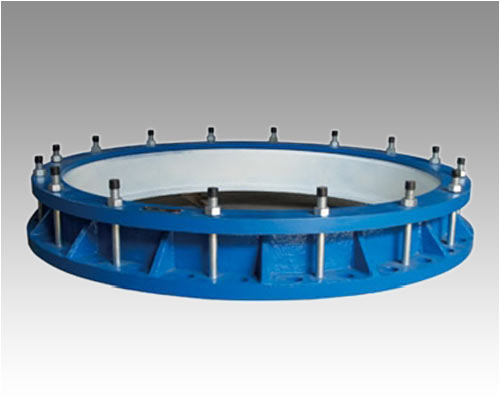
山西钢质伸缩接头得提早加热。钢质伸缩接头在管路可以在一定视角摆脱管路连接不一样径向而造成的偏位,能巨大的便捷闸阀管路的安裝与拆装,在管路容许伸缩式量中能够随意伸缩式,一旦翻过其大伸缩式量就具有限位开关的功效,保证管路的安全性运作。
钢质伸缩接头开展焊接前加热的焊接件,其固层溫度应在要求的加热温度范围内。当焊接件溫度小于0℃是,不锈钢板材的焊接应在始焊处100mm范畴内加热到15℃之上。对有晶间腐蚀的焊接,应开展焊后热处理。非马氏体不一样的钢电焊焊接时,应按电焊焊接性较弱的一侧不锈钢板材选中焊接前加热和焊后热处理溫度,但焊后热处理溫度不可超出另一侧不锈钢板材的零界点。调配钢焊接的焊后热处理溫度,应小于其淬火溫度。
钢质伸缩接头焊接前加热的加温范畴,应以焊接管理中心为标准,每侧不可低于焊接总宽的3倍;电加热带之外一部分应开展隔热保温。钢质伸缩接头焊接前加热及焊后热处理全过程中,焊接件內外壁溫度应匀称。钢质伸缩接头焊接前加热及焊后热处理时,应精确测量和纪录其溫度,温度测量点的位置和总数应有效,红外测温仪表应经计量检测达标。对非常容易造成电焊焊接延迟时间裂痕的不锈钢板材,焊后应立即开展焊后热处理,当不可以立即开展焊后热处理时,应在焊后马上匀称加温至200-300℃。斌开展隔热保温锾冷,其加温范畴应与焊后热处理规定同样。
钢质伸缩接头焊接前加热及焊后热处理溫度应合乎设计方案或电焊焊接安全操作规程的要求,当无要求时,常见管件电焊焊接的焊接前加热及焊后热处理溫度应合乎现行标准~规范的相关要求。当选用电弧焊接内搭时,焊接前加热溫度可按照规定的呈现溫度减少50℃。







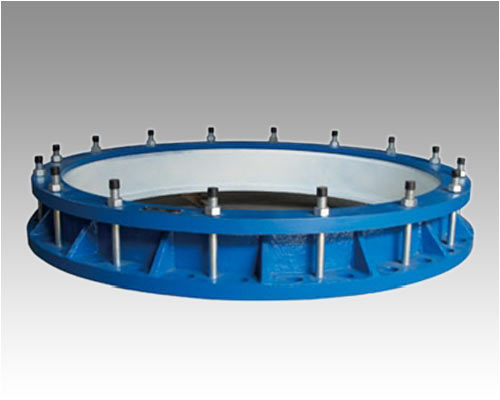
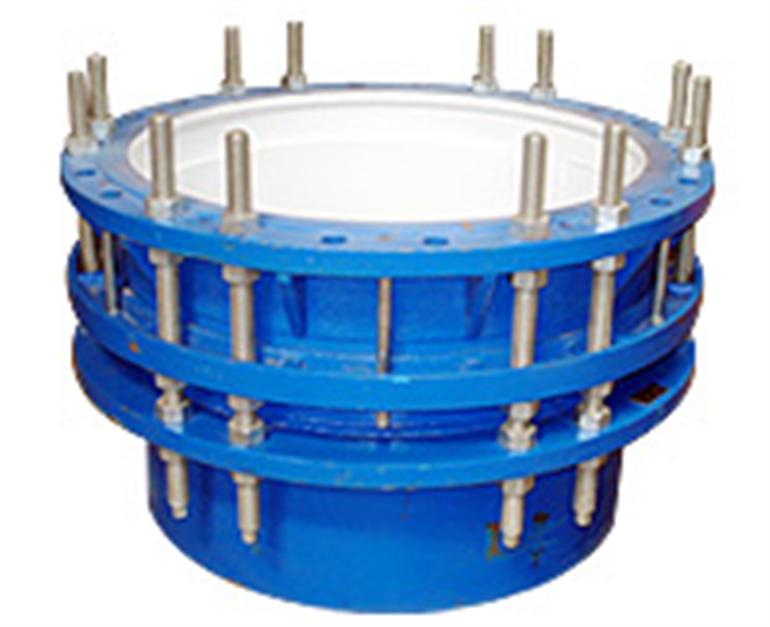
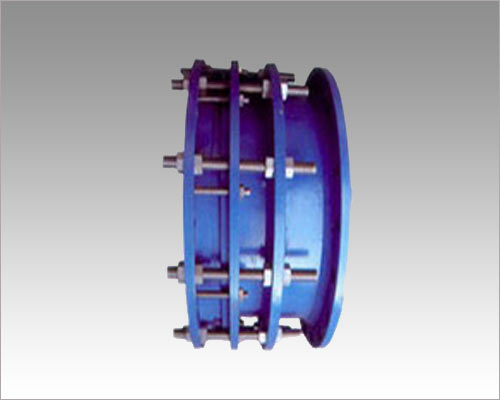
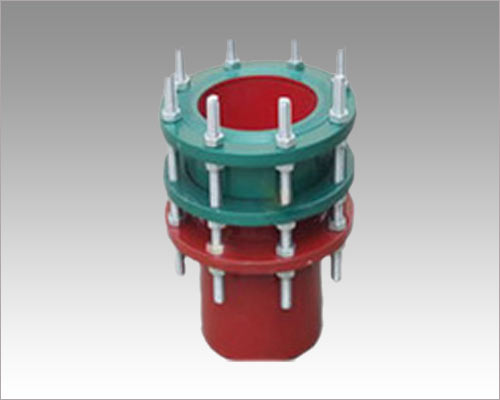
 【伸缩器系列】
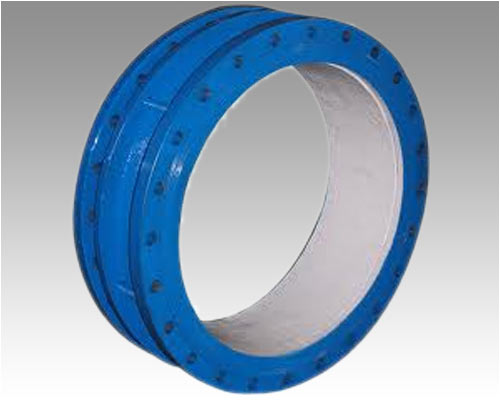
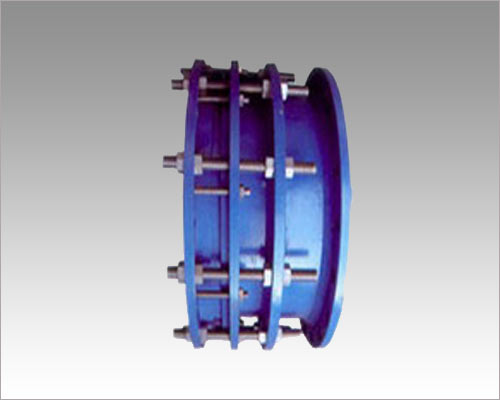
【伸缩器系列】 【传力接头系列】
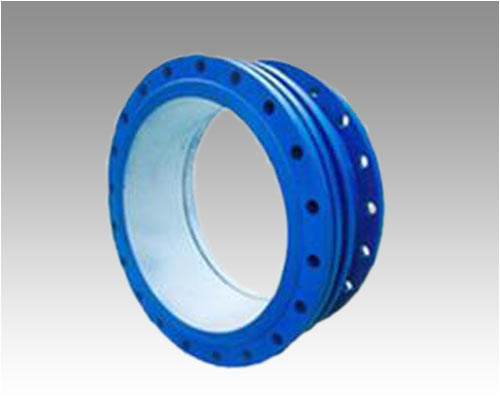
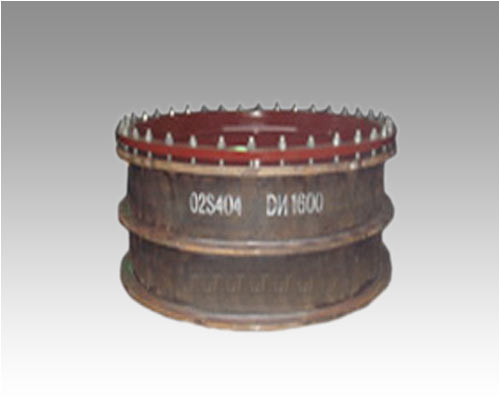
【传力接头系列】 【防水套管系列】
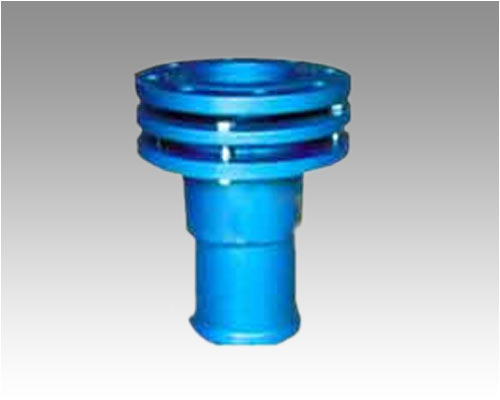
【防水套管系列】 【补偿器系列】
【补偿器系列】 【橡胶接头系列】
【橡胶接头系列】