呼和浩特双法兰限位伸缩接头分析电熔管件电焊焊接表明;
① 清除管道连接头內外表面及内孔,清除长短要超过插进管材的长短。管端要 钻削整平,最好是应用专用型非金属材料管道切刀解决。
② 管道连接头外表面(焊接面)要用常用工具刨掉很薄的一层,确保连接头外表面 的脆化层和环境污染层完全被去除。专用型刀片的刃口成锯齿形,解决后的三通接头表面会产生细条外螺纹状的环向刻线。
假如管道连接头钻削后不可以马上电焊焊接,应应用塑料膜将之密封性包裝,防止 二次污染。在电焊焊接前要应用生产厂家给予的清理卫生纸对三通接头外表面开展擦洗。假如 解决后的连接头被长期置放,提议在宣布联接时再次制做连接头。充分考虑钻削使管 壁减薄,再次制做连接头时最好是将原钻削过的连接头摘除。
④ 管材一般密封性在包装袋内,应在应用前再开封市。管材内表面在拆开后应用 前也应应用一样的清理卫生纸擦洗。
⑤ 将解决好的2个三通接头插进管材,并且用管道夹具固定不动对接焊缝以避免对中 轴力或振动毁坏电焊焊接焊接。每一个连接头的插进深层为管材承插连接到內部突台的长短
(或异径三通长短的一半〉。连接头与突台中间(或2个连接头中间)要空出5?10 111111间 隙,以防止电焊焊接加温时三通接头澎涨伸展相互之间顶推,毁坏焊接面的融合。在每一个连接头 上做出插进深层标识。
⑥ 将自动焊机连到管材的电级上,运行自动焊机,键入电焊焊接加温時间。逐渐 电焊焊接至悍机设置时间暂停加温。通电加热器的工作电压和加温時间等主要参数按电熔管件联接机 具和pe电熔管件制造业企业的要求开展。
⑦ 对接焊缝逐渐制冷。此期内禁止挪动、振动管道或在联接件上增加外力作用。 事实上因!^原材料的热传导率不高,加温全过程完毕后再过儿分鐘异径三通外表面溫度 才做到最大,特别注意防止烧伤。
⑧ 联接后应立即查验连接头外型品质。
⑨ 工程施工结束经水压试验,工程验收达标后交付使用。







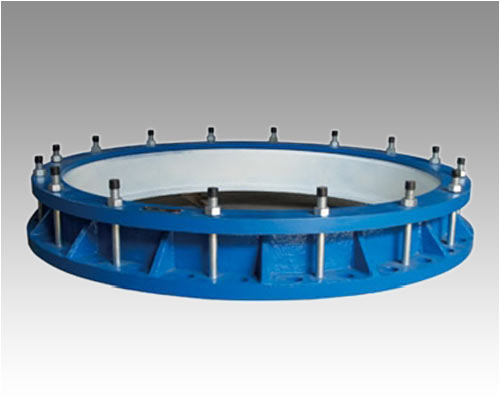
 【伸缩器系列】
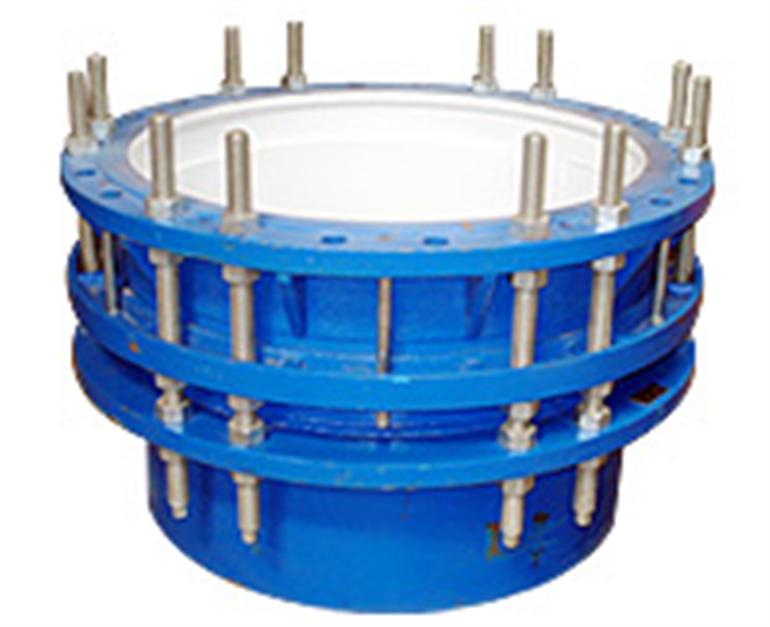
【伸缩器系列】 【传力接头系列】
【传力接头系列】 【防水套管系列】
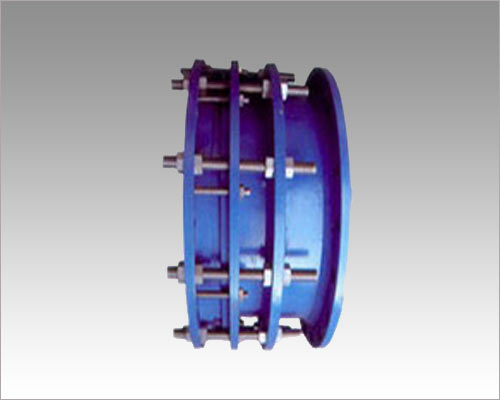
【防水套管系列】 【补偿器系列】
【补偿器系列】 【橡胶接头系列】
【橡胶接头系列】