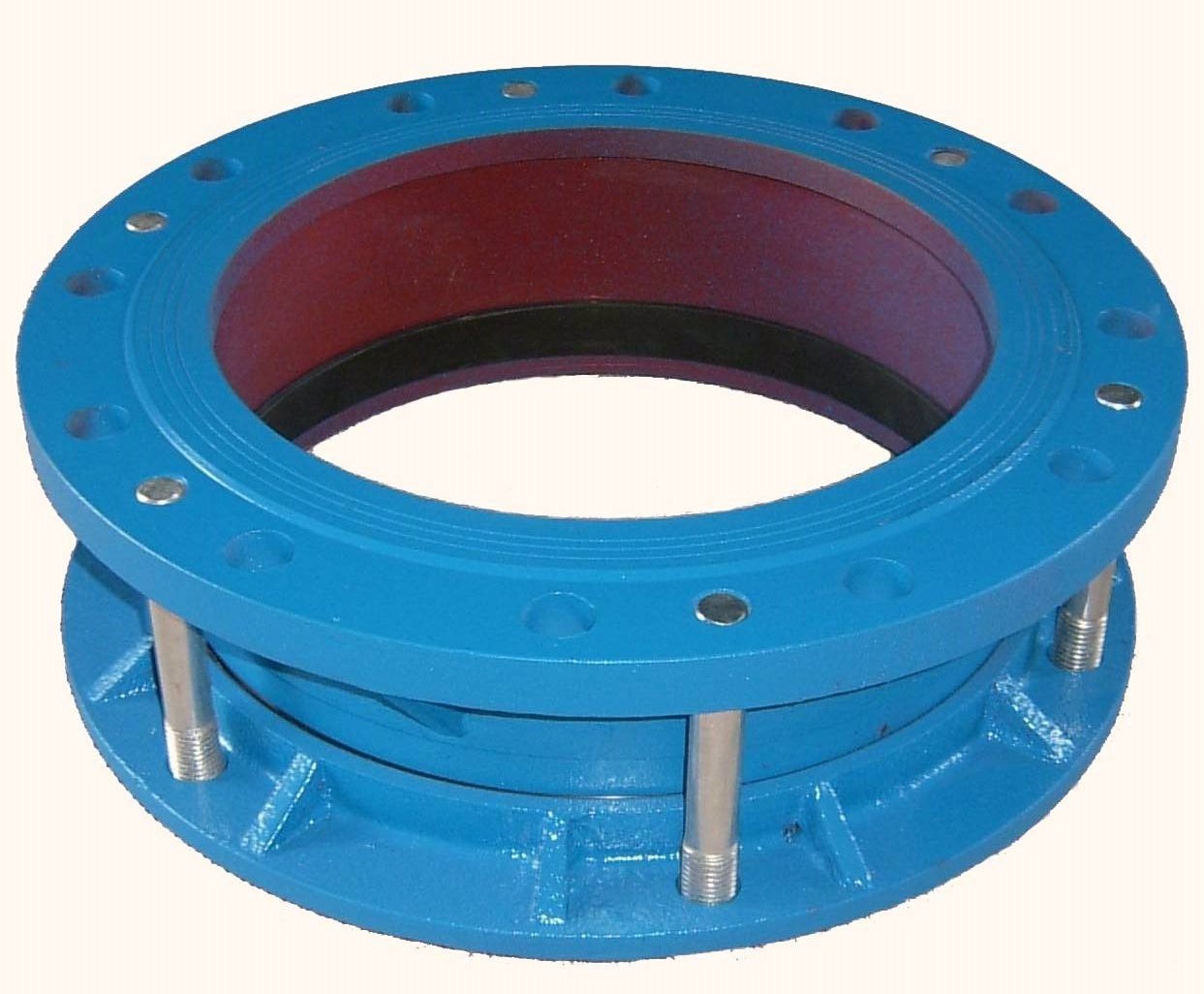
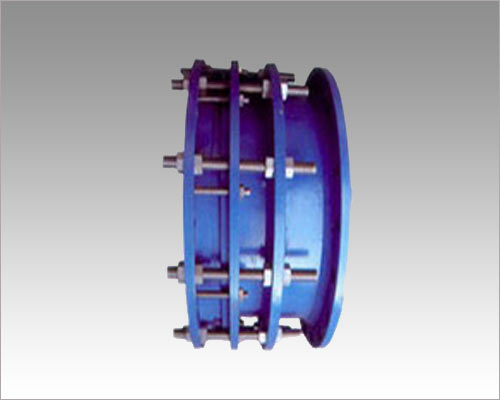
制做安徽单法兰限位伸缩接头时对焊丝的规定
制做单法兰限位伸缩接头时对焊丝的规定:1、单法兰限位伸缩接头在电焊焊接时禁止应用外皮裂开、脱落、霉变、轴力或焊芯比较严重生锈的焊丝;
2、焊丝和助焊剂应用前,应按照规定规定开展烤制,一般酸碱性焊丝烤制溫度为150-200'C,偏碱焊丝烤制溫度为350一400'C,烘干处理后放到100- 150℃的焊丝保温箱体内,随时使用随取,而且要严苛依照焊丝使用说明的规定开展焊丝烤制,不可以以较低的烘干处理溫度、较长的烤制時间来替代,也不适合反复烘干处理;
3、单法兰限位伸缩接头电焊焊接工程施工前解决焊条、原材质的焊缝以及两边开展清除,完全去除油渍、水份、锈迹等脏污;
4、单法兰限位伸缩接头在电焊焊接时采用适合的电焊焊接电流量和电焊焊接速率,选用短弧电焊焊接,为有利于汽体的充足逸出,防止造成出气孔缺点,加热可减少慢熔的制冷速率;
5、单法兰限位伸缩接头电焊焊接时要避免 日晒雨淋等极端自然环境的危害,户外开展气体保护焊时要设定档风板,电焊焊接管道时要留意管中过堂风的危害;
6、单法兰限位伸缩接头气体保护焊时要留意汽体的纯净度和水分含量,务必合乎相关规范的要求,将二氧化碳气罐倒遥一段时间后,能从瓶阀内释放气罐中的残留的水,减少二氧化碳汽体中的水分含量,在供气系统软件中安置空气干燥器能减少维护汽体或乙袂中的水分含量;
7、合金钢气割时应取用中性化焰,实际操作时要娴熟,融洽。







 【伸缩器系列】
【伸缩器系列】 【传力接头系列】
【传力接头系列】 【防水套管系列】
【防水套管系列】 【补偿器系列】
【补偿器系列】 【橡胶接头系列】
【橡胶接头系列】