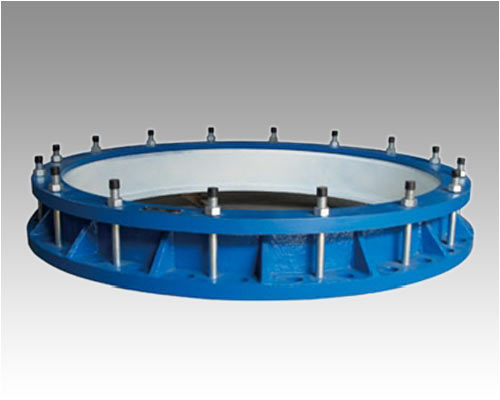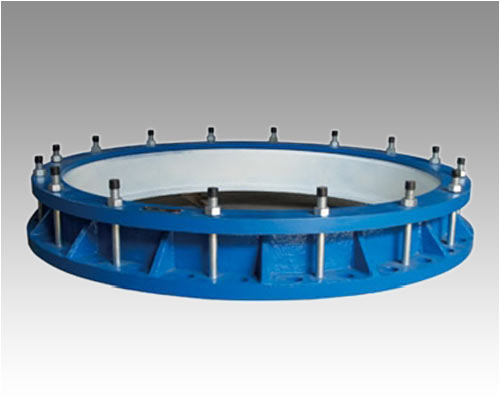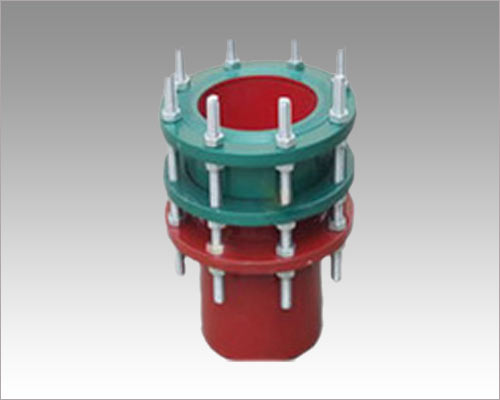

 【伸缩器系列】
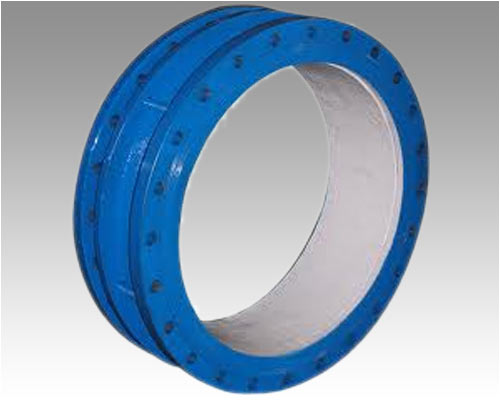
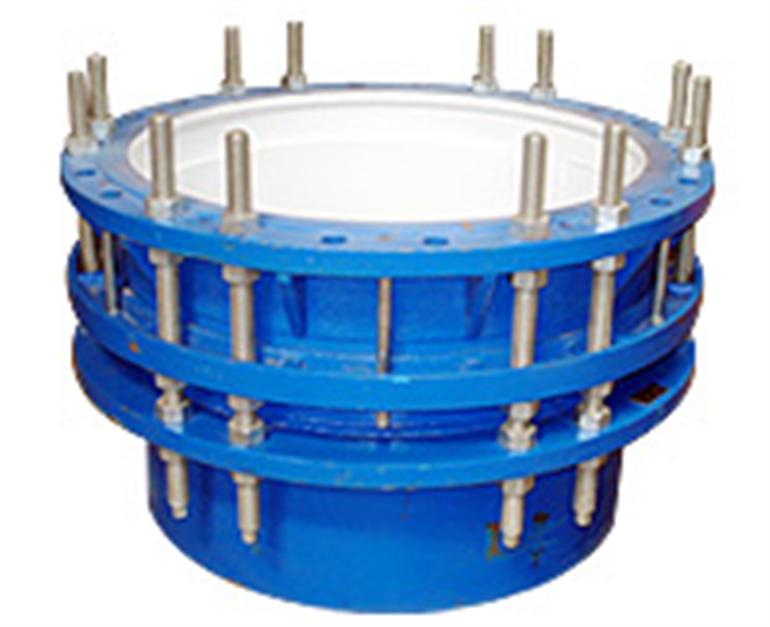
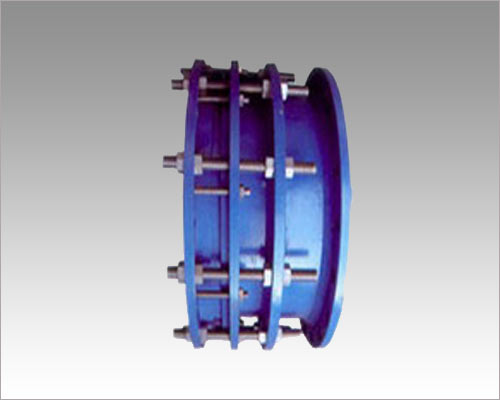
【伸缩器系列】 【传力接头系列】
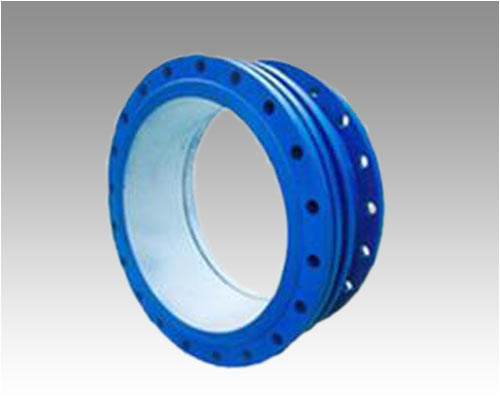
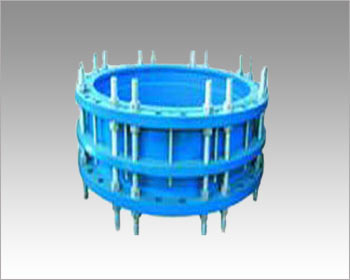
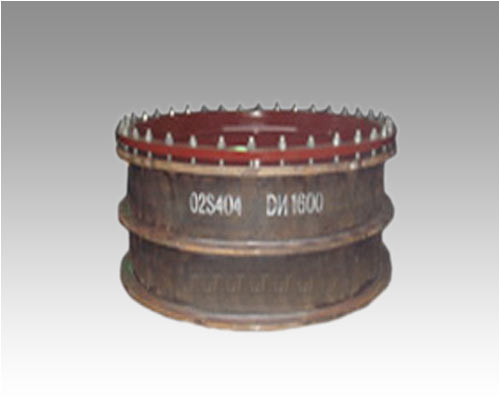
【传力接头系列】 【防水套管系列】
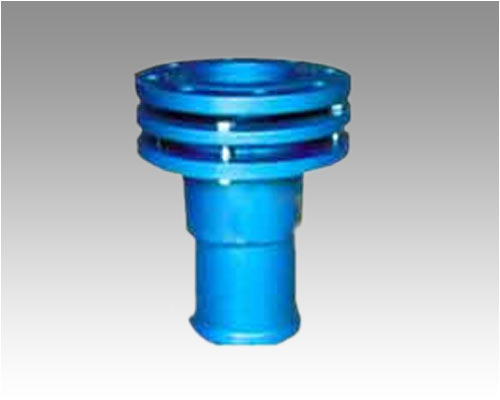
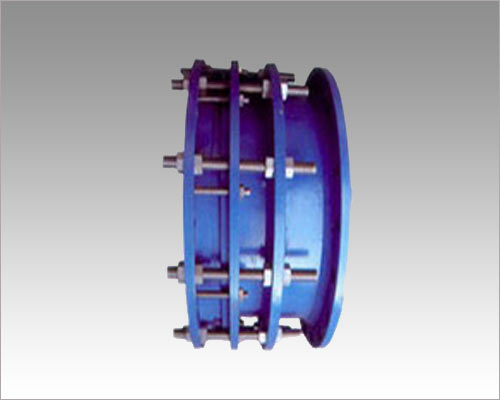
【防水套管系列】 【补偿器系列】
【补偿器系列】 【橡胶接头系列】
【橡胶接头系列】
在确定伸缩接头各表面的加工工序时,首先应根据工件变形对精度的影响程度来考虑伸缩接头的工艺过程是否需要划分阶段,以及划分的严格程度。然后采用工序集中或工序分散的的原则来话费工序的数目,并安排热处理等工序在工艺路线中的位置。
为了保证伸缩接头的加工质量和合理地使用设备,通常将较复杂伸缩接头的加工过程划分为粗加工、精加工和光整加工三个阶段。粗加工阶段的切削余量,是工件变形较大,故一般在大功率和精度不高的机床上进行。精加工的余量较小,工件的变形也小,可以得到较高的加工精度,通常使用较精密的机床。光整加工是在高精度的机床上进行的,可以获得很高的精度和表面光洁度。在伸缩接头生产中,除密封面外,其它部位由于精度和光度要求不很高而不采用光整加工。
工序集中就是将伸缩接头的加工集中在少数的工序内来完成。反之,则为工序分散。工序集中时,由于减少了工件的装夹次数,不仅可缩短辅助时间及减少夹具的数量,而且易于保证在一次安装加工的各表面相对位置精度。工序分散时,使用的设备与工艺装备比较简单,调整方便,对工人的技术水平要求也较低。在拟定伸缩接头的加工工序时,必须根据伸缩接头的生产类型、结构特点及技术要求,并结合现场的生产条件来决定采用哪种原则。文章来源:伸缩接头 http://www.gyltgdc.com/