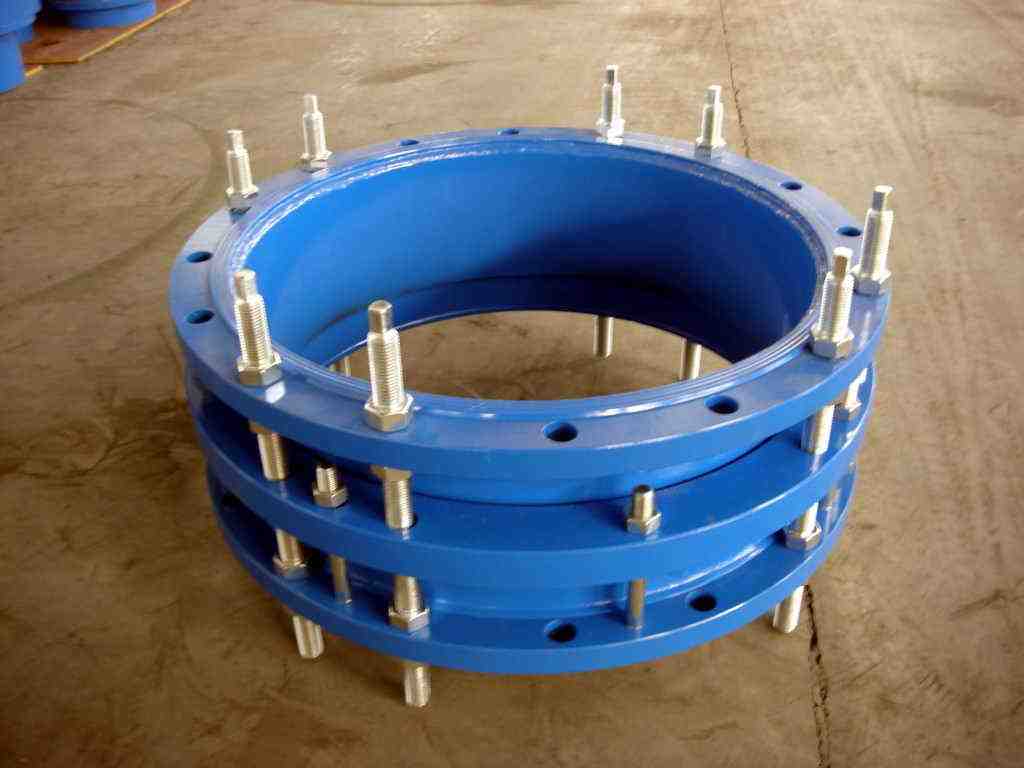
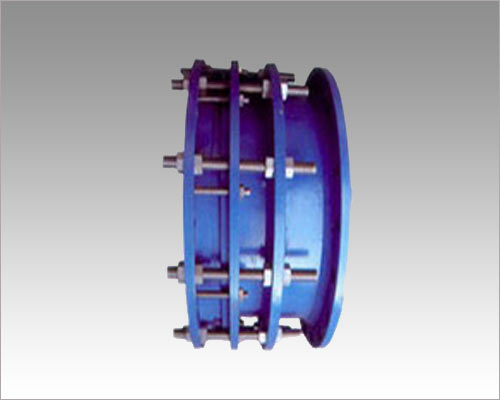
南京单法兰松套传力接头焊接过大的解决方法
单法兰松套传力接头在全过程中常常会碰到焊接过大的一些难题,巩义市 管道我就为大伙儿共享下本企业在长期性生产制造与实践过程中累积的工作经验。
一是在焊接中封堵跟原材质同样材料的原材料。
二是调大电流量用焊丝喷焊。
三是假如的并不是关键构件或载重位置一般就塞外大小类似的焊丝、建筑钢筋一等立即遮盖焊住便是。
表明对接焊缝几何图形样子的主要参数有焊接总宽、错边量、熔融深度。
(1)焊接总宽指焊接表层与原材质的交汇处称之为焊趾。而单道焊接截面中,两焊趾中间的间距称之为焊接总宽。
(2)错边量指超过焊接表层焊趾联线上边的那一部分焊接金属材料的高宽比称之为错边量。焊接的错边量使焊接的截面提升,承载力提升,而且能提升放射线线片的敏感度,但却使焊趾处会造成应力。一般 规定错边量不可以小于原材质,其高宽比随原材质薄厚提升而增加,但不可超出3毫米。
(3)熔融深度在连接头截面上,原材质熔融的称之为熔融深度。一定的熔深值确保了焊接和原材质的融合抗压强度。当添充金属复合材料(焊丝或焊条)一定时,熔融深度的尺寸决策了焊接的成分。不一样的方式规定不一样的熔深值,比如喷焊时,为了更好地维持喷焊层的强度,降低原材质对焊接的稀释液功效,在确保焊透的前提条件下,应规定较小的熔融深度。







 【伸缩器系列】
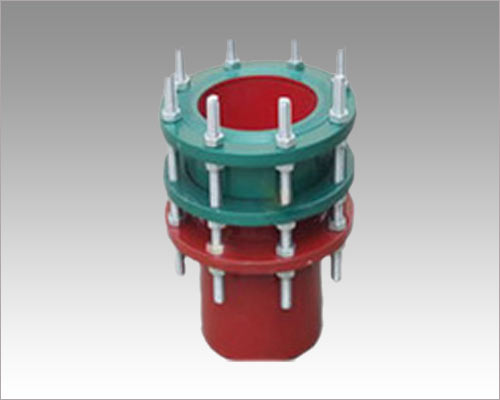
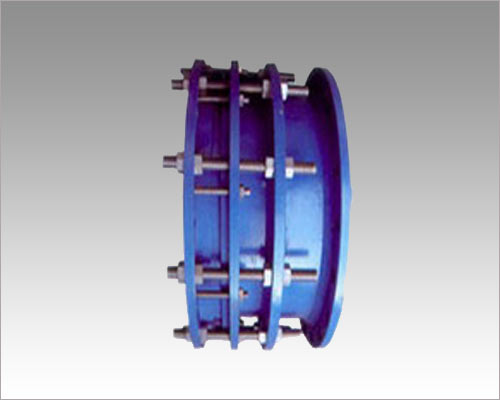
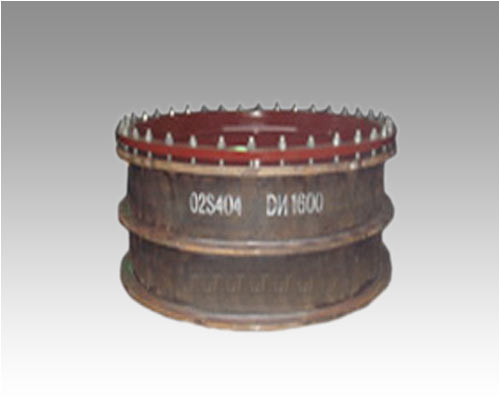
【伸缩器系列】 【传力接头系列】
【传力接头系列】 【防水套管系列】
【防水套管系列】 【补偿器系列】
【补偿器系列】 【橡胶接头系列】
【橡胶接头系列】