�������������״�����ͷѡ���߸�ӹ�����ʱ�����̼ӹ����շ�
���������״�����ͷѡ���߸�ӹ�����ʱ�������и�ӹ�����Ӧ���ñ������и�ԭ���ϣ����ɷ����Ѻ۵Ȳ���Ӱ��ȱ�㡣�����и�ǰҪ��չԭ���ϱ�ʶ��ֳ����ֹԭ���ϻ��á� ̼�ظ�Q235�ְ岻���ٿ�չ��е�ӹ�����ʱ��Ӧ�������и���������Ƥ��¯������������������࣬���������и�������ƽ����е�豸�����IJ���ְ�ı��ز������Ѻۡ�ë�ߺ�ȱ��״�����Ͻ���ڹ����¶�С��-20�棬̼�ظ��ڹ����¶�С��O��ʱ�����ʺ�ѡ�û�е�豸�����
���߸������Ѻ۵ĺ�ְ壬����Ӧ�����Ͽ�չ�ȴ������գ���ȻӦ�����ȴ������ա����˵��������״�����ͷ�ĺ����ȴ���Ӧ����DL/T 752��Ҫ��չ���������ȴ���������ض�Ӧ�ñ�����ԭ���ʼ������۷������������������ �¶ȵ�20�桫30�档
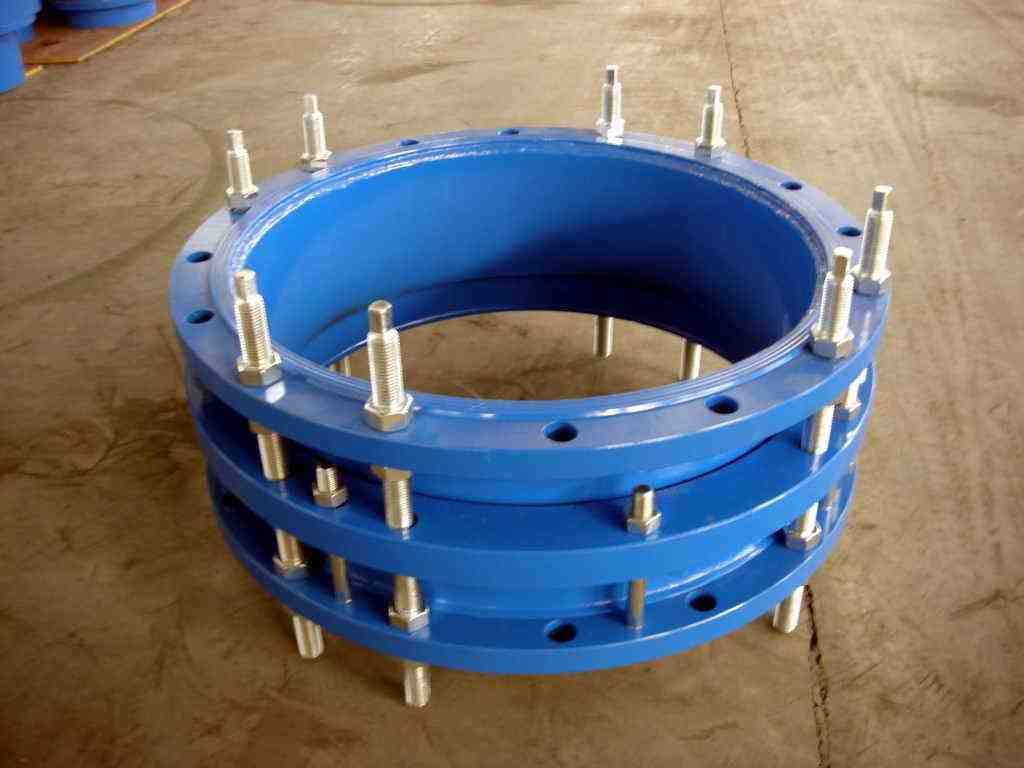
���������״�����ͷ�İ��b����:
1�Ȱ����м�������ñ�ɵ���ʹ�ܷ�Ȧ���ڻ����ϲ���������״̬������ٵ��ڶ̹ܣ����ڵĹ��1/2ΔLΪ��ã��ٵ��ں�����ͷ����������ĸ�ĵ�һ����ñ��ʹ�ܵ�ͨ�ģ���ʹ��ĸ��ͷָ��ܵ������ף���ɿ�չһ�˰��b��
2.��ñ��ѹҪ�Գ��ԣ���š����
3.�ٰ���һ�˷�������ʽ�Ƶ���
4.�Գ�����������������ñ������Ϊ�ɡ�
5.������ʱ�����������ܷⲻ�������ڲ��ֿ���������ñ���Բ�й¶��ֹ�������ܷⲻ������Ť������������ñ������©ˮ��ֹ��







 ��������ϵ�С�
��������ϵ�С� ��������ͷϵ�С�
��������ͷϵ�С� ����ˮ��ϵ�С�
����ˮ��ϵ�С� ��������ϵ�С�
��������ϵ�С� ����ͷϵ�С�
����ͷϵ�С�