���ȷ��������˫�������״�����ͷ������������ӹ�����
����ȷ˫�������״�����ͷ������������ӹ�����ʱ������Ӧ���ݲ�Ʒ�����α�Ծ��ܶȵ�Σ��ˮƽ�����ǵ�˫�������״�����ͷ�ļӹ����չ����Dz��DZ����������ڣ������������Ͽ�ˮƽ�����ѡ�ù����л������ɢ���ĵı����ֻ����ѹ�����������������ȴ������յȹ����ڼӹ�������·�еIJ�λ��
����Ϊ�˸��õ�ȷ��˫�������״�����ͷ�������ӹ�Ʒ�ʺ���Ч��Ӧ�û����豸��һ�㽫�Ϸ���˫�������״�����ͷ�������ӹ���������Ϊ���ӹ�����ȼӹ������������ӹ��������ڡ����ӹ����ڵ������������Dz�Ʒ�����α�ܴ�һ���ڹ��ʴ�ĺ;��ܶȲ�̫�ߵ����س����Ͽ�չ����ȼӹ���������С����Ʒ�������α�ҲС���ܹ� �ϸߵļӹ����ȣ�һ��Ӧ�����س��������������ӹ����ڸ߾��ܵ����س����Ͽ�չ�ģ��ܹ� �õ��ܸߵľ��ܶȺͱ���⻬�ȡ���˫�������״�����ͷ���������У���ͻ���⣬����λ����Ϊ���ܶȺ����ȹ涨���ܸ߶���ѡ�����������ӹ���
���������л����ǽ�˫�������״�����ͷ�������ӹ����л��ڼ������Ĺ����������С��෴����Ϊ�����ɢ���������л�ʱ����Ϊ�����˲�Ʒ�����ļ�װƵ�Σ������ɼ����o���r�估����װ�оߵ����������ұ���ȷ����һ�ΰ�װ�����ӹ��ĸ��������λ�þ��ܶȡ������ɢ��ʱ��Ӧ�õĻ����豸��ӹ���������װ���dz������ڱ�ݣ���ְ���ļ���ʵ���涨Ҳ�ϵ͡����ⶩ˫�������״�����ͷ�������ӹ�����ʱ����������˫�������״�����ͷ�������������ࡢ�ṹ�ص㼰�����������ںϵ��������������������ѡ����һ�ֱ���







 ��������ϵ�С�
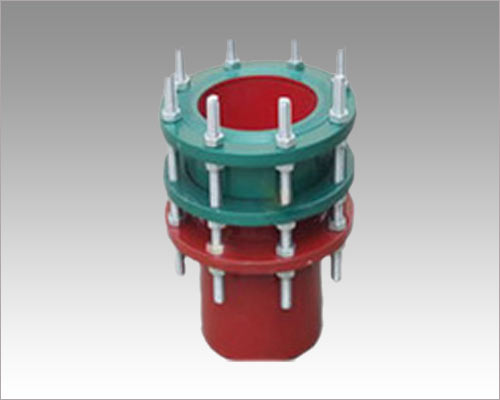
��������ϵ�С� ��������ͷϵ�С�
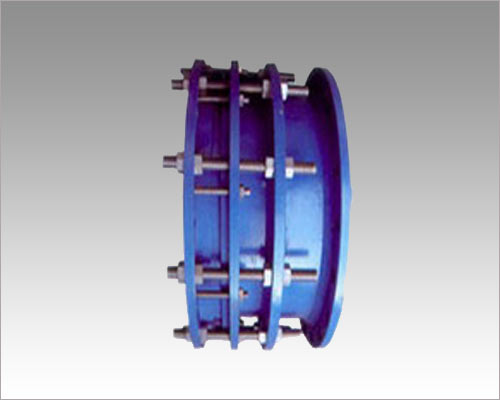
��������ͷϵ�С� ����ˮ��ϵ�С�
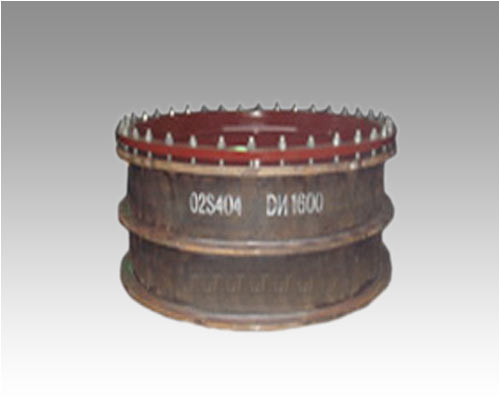
����ˮ��ϵ�С� ��������ϵ�С�
��������ϵ�С� ����ͷϵ�С�
����ͷϵ�С�