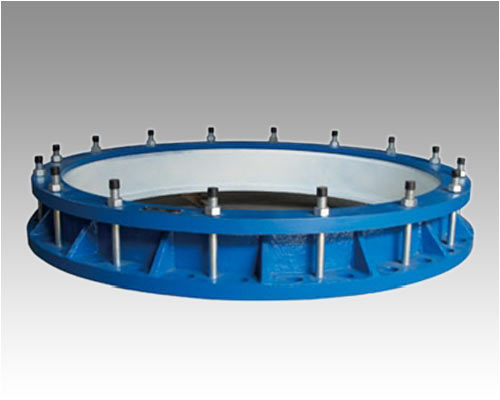
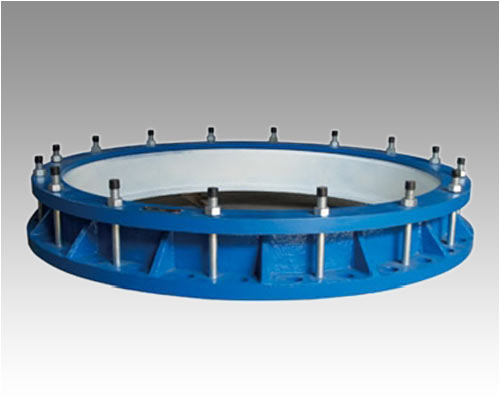
广西松套传力接头焊接方法立即危害管道的密闭性
松套传力接头的焊接工艺立即关联到松套传力接头品质的优劣,因而针对想选购松套传力接头顾客的而言。掌握松套传力接头焊接工艺或是十分必须的。
松套传力接头的焊接方法一般分电弧焊接、电弧焊接和纤焊三大类,伴随着电焊焊接的运用,必须对焊接开展无损检测技术。如今松套传力接头的焊接工艺已能焊出无內外缺点的、物理性能相当于乃至高过被连接体的焊接。接头处的抗压强度除开会遭受焊接品质危害外,还和他的规格、样子、承受力部位和工作中标准等相关。如今松套传力接头焊接方式分成手工制作电焊焊接和自动焊接二种。由于自动焊接技术性现阶段还心智不成熟,松套传力接头的电焊焊接以手工制作焊为主导。手工制作电焊焊接关键分成甲基纤维素焊丝下向焊和低氢焊丝下向焊。手工电弧焊往上焊技术性是在我国过去管道施工现场的关键焊接工艺,其特性为支管组对空隙很大,电焊焊接全过程中选用息弧操作方法进行,各层焊层薄厚很大,电焊焊接高效率低。手工电弧焊方式灵便简单、适应能力强,其下向焊和上向焊二种方式的有机结合及甲基纤维素焊丝优良的根焊适应能力在许多场所下仍是自动焊机方式所不可以替代的。自动焊机是松套传力接头电焊焊接发展趋势的大势所趋,管道自动焊机技术性因为电焊焊接高效率,劳动效率小,电焊焊接全过程受人为失误危害小等优点,在大口径、厚壁管管道生产制造中运用发展潜力非常大。







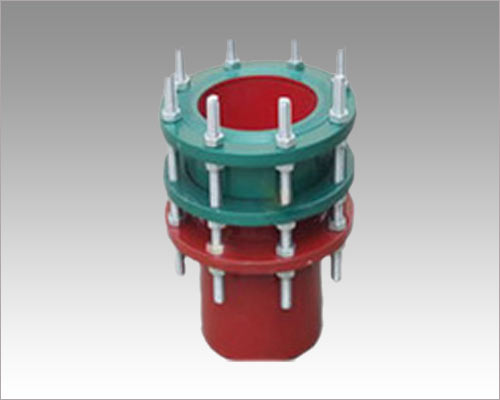
 【伸缩器系列】
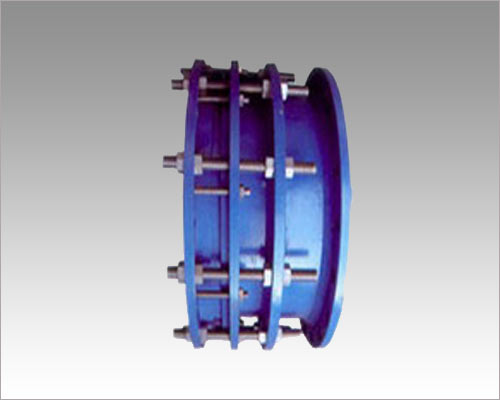
【伸缩器系列】 【传力接头系列】
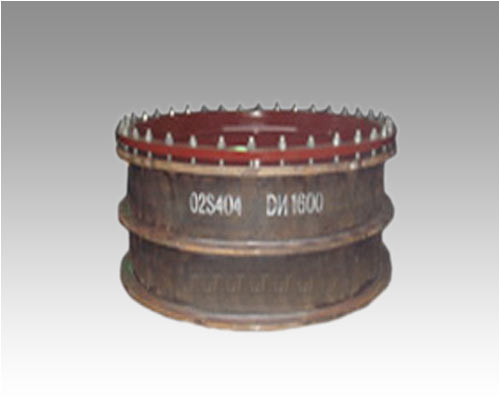
【传力接头系列】 【防水套管系列】
【防水套管系列】 【补偿器系列】
【补偿器系列】 【橡胶接头系列】
【橡胶接头系列】