辽宁双法兰传力接头热处理工艺的控温時间近视度数参照
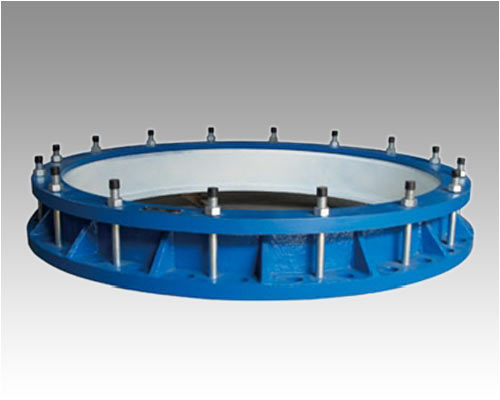
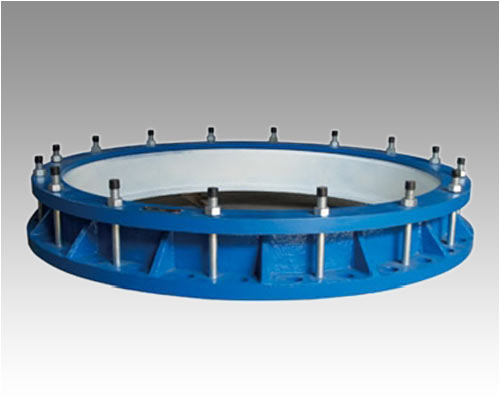
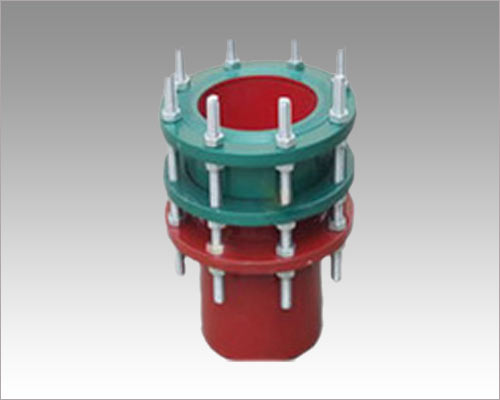
金属材料管道焊后双法兰传力接头热处理工艺的控温時间应是每25mm壁厚控温1h,且不可低于15min,在控温期内内最大与最少温度差应小于65℃,金属材料管道当溫度升到400℃之上时,双法兰传力接头加温速度不可超过(205×25/δ)℃/h,且不可超过330℃/h。活套法兰伸缩接头选用金属材料锻造或电焊焊接构成,活套法兰位置采用梯状圆形硅胶密封圈,在旋盖和螺旋式栓的功效下,运用硫化橡胶的缩小弹性变形基本原理,驱使密封环度形变于双法兰传力接头本身伸缩管表面中间开展填料密封。
运用范畴:
双法兰传力接头,产品适用运输海面、谈水、冷水热水、生活用水、生活污水处理、石油、汽柴油、润滑脂、成品油批发、气体、液化气、溫度不高过250度的蒸气和颗粒物粉末状等物质。
双法兰传力接头优势:安裝省时省力、密封性靠谱、检修便捷。
双法兰传力接头特性:完成了管道一边法兰联接,一边为电焊焊接的不一致性的便捷联接。







 【伸缩器系列】
【伸缩器系列】 【传力接头系列】
【传力接头系列】 【防水套管系列】
【防水套管系列】 【补偿器系列】
【补偿器系列】 【橡胶接头系列】
【橡胶接头系列】